The COVID-19 pandemic and Industry 4.0 have been pushing the manufacturing industry towards accelerating digital transformation strategy. The Next Industrial Revolution is about greater collaboration between humans and smart systems by implementing smart, connected, and robust digital capabilities and preparing for a more responsive and resilient future. In today’s day & age, DIGITAL is everything, and manufacturers who can embrace change and leverage the most recent trends & technologies to increase market relevance will be ahead of the game.
Image



The Rise of Smart Manufacturing Phenomenon
The global smart manufacturing market is gaining traction from the increasing adoption of industrial IoT and Industry 4.0. Proactive adoption of this strategy has significant implications across the manufacturing value chain, from collecting machine data for predictive equipment maintenance to digitalized personal training and smarter customer interactions. While this is good news, many players are still hesitant to move towards Smart Manufacturing.
Studies suggest that only 10% of manufacturing companies that are ‘digital champions’ have achieved their Industry 4.0 goals. That’s why there is a greater interest and investment in Smart Factory technology, a market set to reach $155 billion by 2025 at 10% CAGR. Through the strategic intervention of digital innovation and the timely adoption of Smart Factory solutions, manufacturing can gain a winning edge. But for that to happen, let’s debunk myths associated with smart manufacturing, which hamper its all-encompassing growth.
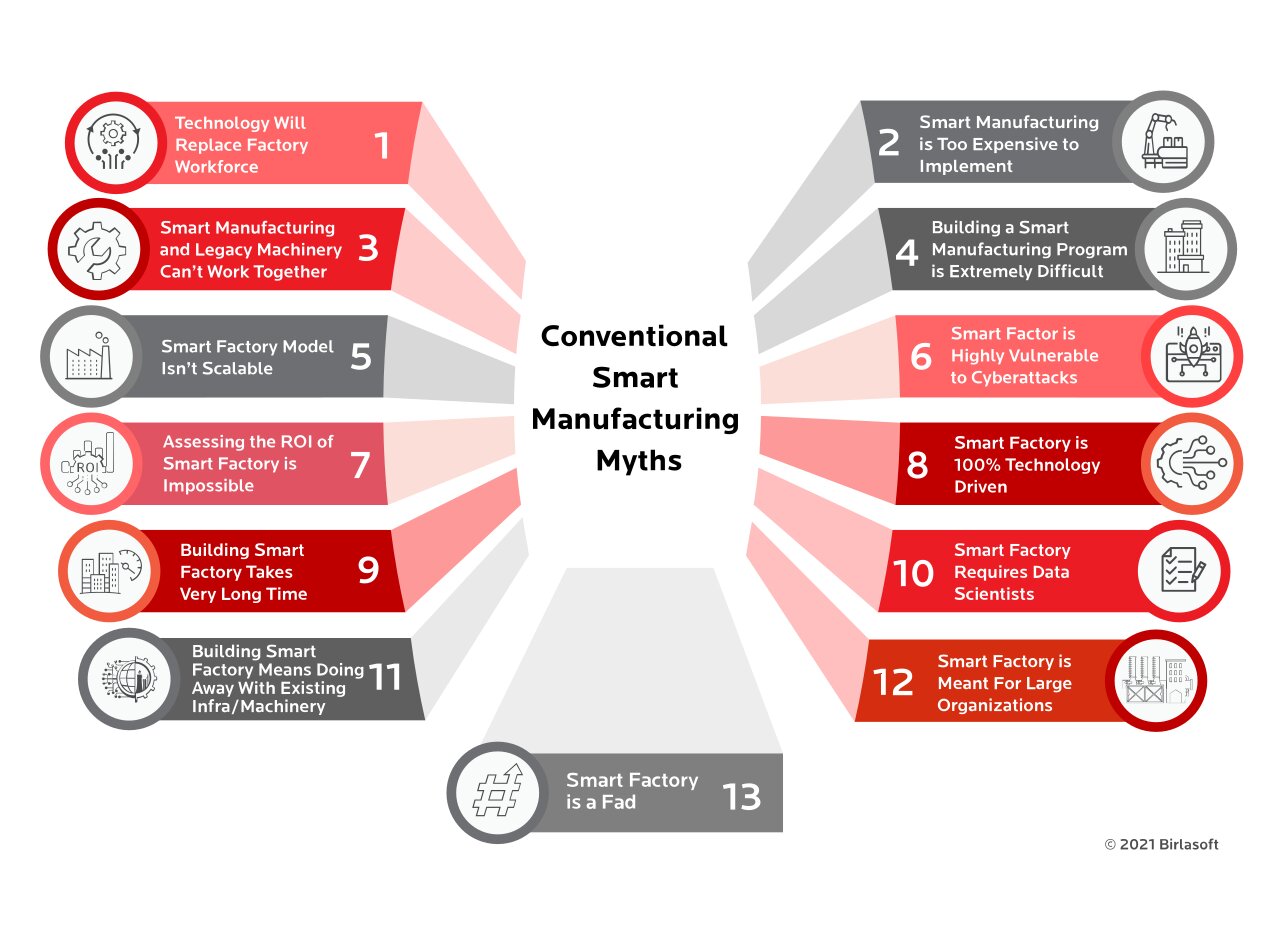
Let’s Get Into the Myths
- Myth # 1: Technology Will Replace Factory Workforce
- Myth # 2: Smart Manufacturing is Too Expensive to Implement
- Myth # 3: Smart Manufacturing and Legacy Machinery Can’t Work Together
- Myth # 4: Building a Smart Manufacturing Program is Extremely Difficult
- Myth # 5: Smart Factory Model Isn’t Scalable
- Myth #6: Smart Factor is Highly Vulnerable to Cyberattacks
- Myth #7: Assessing the ROI of Smart Factory is Impossible
- Myth # 8: Smart Factory is 100% Technology Driven
- Myth # 9: Building Smart Factory Takes Very Long Time
- Myth # 10: Smart Factory Requires Data Scientists
- Myth # 11: Building Smart Factory Means Doing Away With Existing Infra/Machinery
- Myth #12: Smart Factory is Meant For Large Organizations
- Myth # 13: Smart Factory is a Fad
Myth # 1: Technology Will Replace Factory Workforce
The combined effects of current disruption from the pandemic-induced lockdowns & economic contraction and the fast-paced technological adoption by companies are set to transform tasks, jobs, and skills by 2025. According to the survey, 41% plan to expand their use of contractors for task-specialized work, and 34% plan to expand their workforce due to technology integration. By 2025, the time spent on current tasks at work by humans and machines will be equal. This implies that certain tasks remain beyond the purview of automation. Rather than performing mundane tasks, which have now been taken care of by the smart machines, employees can analyze real-time data gathered by smart factory technology tools to make smart decisions.
Going ahead, employees will play a decisive role in developing a continuous improvement culture that leverages information gathered from smart factory technology to create, experiment, implement and measure process and product improvement ideas. It’s about investing in IIoT technology to invest in the future workforce. This is a great ecosystem where humans and technology co-exist and upgrade their skills to meet the changing market demands.
Myth # 2: Smart Manufacturing is Too Expensive to Implement
One of the most common myths surrounding smart factories is that the technology is too costly to implement for a complete turnaround. In reality, the contrary is true where the deployment of advanced tools only saves time and resources. With the new-age tech solutions primarily cloud-based, no additional hardware is required to get the system up and running. This also means that no precious resource/IT time gets wasted in developing a complex infrastructure and maintenance.
Myth # 3: Smart Manufacturing and Legacy Machinery Can’t Work Together
During the early days, integrating legacy manufacturing equipment into modern IoT architectures required expensive upgrades or custom workarounds. But today, with the deployment of enhanced tools such as retrofit kits, smart sensors, and intelligent gateways, costs can be substantially reduced. The process has become simpler to get started with IoT. It’s a common sight to see systems such as MES, MRPs, ERPs, and even legacy manufacturing systems functioning in parallel with new-age tech tools on shop floors. Today, connecting legacy operations to the IoT is no more a complex or costly affair.
For instance, flexible, low-cost IoT sensors and sensor packs can be quickly deployed in industrial scenarios. Then there are retrofit kits that bolt onto certain types of equipment and bring sensors, connectivity, control, and other features. Another approach to integrating legacy equipment involves edge hardware. With the growing expanse of IIoT, gateway devices have been playing an enabling role in connecting OT and IT systems. Installed on the factory floor and outfitted with industrial and IT interfaces, gateways perform several functions, including translating protocols and securely connecting equipment, sensors, databases, and applications. This way, companies can get the best of both worlds and reap long-term benefits.

Myth # 4: Building a Smart Manufacturing Program is Extremely Difficult
To transform a traditional factory into a smart one, manufacturing companies must build a flexible integration architecture that captures enterprise systems and connects to the systems of record at the edge. Such an architecture requires a strong industrial internet of things (IIoT) platform supported by a multi-lingual data platform. In addition, a smart factory also entails integrating information and operational technology (IT-OT) layer with enhanced security functionality.
A cloud-based platform can quickly connect all types of machinery and systems to facilitate accurate real-time data collection in no time. Cloud-based smart factory solutions can be rolled out seamlessly across multiple lines, areas, factories, locations, etc., which eliminates the high price tag often associated with these types of on-premises solutions. The best part is that the implementation of cloud smart factory technology usually takes three months compared to the 12 months it takes to introduce on-premises solutions.
Myth # 5: Smart Factory Model Isn’t Scalable
The manufacturing industry can add $2.2 trillion of value to the global economy by 2023 due to productivity gains achieved through smart factory initiatives. As per the survey, only 14% of organizations considered their smart factory deployment success and scaling up operations daunting. Over 50% found the deployment and integration of digital platforms and technologies a significant challenge to scale up their smart factory initiatives. Many success stories have proved that it is possible to create both greenfield and brownfield smart manufacturing factories and quickly scale them up.
Siemens, for instance, has invested heavily into digitizing its existing Amberg plant before deploying a similar setup, with minor local modifications, at its greenfield Chengdu plant in China. According to Siemens officials, on a technology and process level, the plant is exactly a replica of the Amberg plant. In another instance, Bonfiglioli launched the ‘EVO’ (Evolution) strategy to develop smart factories. The company built a new flagship factory at its Clemintino Bonfiglioli site, Italy, where it recruits new employees, trains existing employees, and continuously transfers technologies & methodologies to its other plants at various locations globally.
Myth 6: Smart Factory is Highly Vulnerable to Cyberattacks
The interconnected nature of a smart factory may often result in operational risks and unfamiliar security challenges. A survey highlighted that 61% of manufacturers have experienced cybersecurity incidents in their smart factories and find it hard to deploy the technology needed to manage cyber risk effectively. McAfee research pointed out around 9,435,863 malicious detections related to the pandemic since April 2020, with 2% of these targeting the manufacturing industry.
To truly build a smart & secure factory, manufacturers need to invest in a holistic cyber management program extending across the enterprise (IT and OT) to identify, protect, respond to, and recover from cyberattacks. They need to perform a cybersecurity maturity assessment, which includes the OT environments and the business networks, and should encompass advanced manufacturing cyber risks. Additionally, a critical aspect of enhancing security is to train staff on the importance of cyber-security measures, which can eventually help manufacturers avoid accidental data losses and improve the overall security strength of the facility.

Myth 7: Assessing the ROI of Smart Factory is Impossible
The biggest bottleneck in the implementation of Industry 4.0 for most manufacturers is the perceived low ROI. However, the rapid advancements in the technology landscape have created many attractive business cases. For instance, across Industry 4.0 technologies, economies of scale are equipping service providers to reduce prices. As the technologies themselves are innovated, their production processes further reduce operating costs and increase the potential ROIA (Return on Invested Assets). Manufacturers need to evaluate the basis of the investment not only on the cost of purchasing the technology but also on supporting accessories and infrastructure, training employees, consulting, and building new processes, which makes a far more compelling reason for adoption.
With devices becoming more capable and adaptable, the need for supporting infrastructure, systems, and support hardware has also reduced significantly. All these factors combined potentially reduce the overall investment for manufacturers and improve the ROI. Moreover, there are indirect cost benefits attached with Industry 4.0, such as improvements in factory throughput or overall equipment effectiveness directly impacting plants’ capacities and ability to serve customers and improving customer experience. High-precision Industry 4.0 technologies better product quality and lower the amount of scrap, rework, and repair cost.
Myth # 8: Smart Factory is 100% Technology Driven
Moving beyond traditional automation, the smart factory is essentially a fully connected and flexible system, which uses a constant stream of data from connected operations and production systems to learn and adapt to new demands. Tech tools such as advanced planning and scheduling using real-time production and inventory data or augmented reality for maintenance have already found wide acceptance in the smart manufacturing ecosystem. An all-encompassing smart factory moves beyond the shop floor and captures the enterprise and broader ecosystem.
A smart factory integrates data from system-wide physical, operational, and human assets, which helps drive manufacturing, maintenance, inventory tracking, digitization of operations through the digital twin, and other types of activities across the entire manufacturing network. Such transformation results in efficient and agile systems, less production downtime, and a greater ability to predict and adjust to changes in the facility, gaining a competitive advantage.
Myth # 9: Building Smart Factory Takes Very Long Time
Adopting Industry 4.0 and building a smart factory is a continuous journey, which allows companies to realize value at a much quicker rate. This requires building a step-by-step foundation through the right data infrastructure and data acquisition processes. These fundamental aspects deliver greater insights into scaling Industrial IoT initiatives at a much faster rate. With people, processes, and data changes, machine learning technologies keep functioning in a continuous loop.
Such a methodical approach allows manufacturers to create and transform to a smart factory more quickly and with less hassle. To substantiate this fact, IDC has predicted that 20% of G2000 manufacturers will have transitioned to intelligent manufacturing by 2021, reducing execution times by up to 25%. The benefits of the smart factory can be achieved in the desired timeframe if companies think big, start small with manageable components and scale quickly to grow the operations.
Myth # 10: Smart Factory Requires Data Scientists
As big data is making its way into turning today’s manufacturing into the smart manufacturing of tomorrow, data scientists are increasingly finding their place in this setup and are regarded as the new factory workers. Globally renowned companies such as GM and Ford have been integrating data in huge quantities from external and internal sources, from processors and sensors, to enhance their production capabilities. Even smaller businesses have also joined the race and are hugely benefiting from the use of big data because big data is cheaper to use and cheaper to store.
From AI-powered applications with predictive and prescriptive analytics to easy-to-use data visualization software, the analysis and optimization of production processes are no longer solely the role of Data Scientists. Plant Managers can also have live production data at their fingertips to make real-time decisions based on actionable insights. Process Engineers can analyze productivity based on historians and edge data on the shop floor or at corporate. This shift has created a new breed of analysts – the Citizen Data Scientist.
Myth # 11: Building Smart Factory Means Doing Away With Existing Infra/Machinery
The real objectivity of Smart Factory is realized in integrating ‘dumb’ machines with ‘smart’ machines. The process starts with enabling data collection from those legacy machines. Manufacturers are gradually retrofitting existing equipment with smart sensors that collect comprehensive data in real-time. This data can then be passed to execution, production planning, and ERP solutions to provide full visibility into performance. This implies that manufacturing companies don’t need to replace their old machines with advanced ones. A perfect combination of the two is what makes a factory SMART.
Myth #12: Smart Factory is Meant For Large Organizations
One biggest misconception surrounding Industry 4.0 is that only large corporations can implement Industry 4.0 as it requires huge investments. However, this isn’t always the case. Yes, large companies come with the benefit of greater resources, and they are the early adopters. Small and medium-sized enterprises (SMEs) can also explore the immense possibilities of Industry 4.0 with limited resources.
First & foremost, companies need to realize that implementing a digital strategy doesn’t mean replacing existing systems with complex and expensive infrastructure. This ability to use existing equipment to communicate with new technologies eliminates the need to throw out legacy or older equipment. As explained earlier, new hardware systems can be retrofitted to older equipment to reduce expenditure. Sensors and other software platforms are also often very scalable and customizable options. Such solutions are cost-effective ways to collect process data and ensure that all their systems communicate effectively.
To start the transformation journey, companies need to develop a clear, enterprise-wide strategy in line with long-term business objectives and a roadmap for implementation. Digitalization among SMEs is critical to optimizing the supply chain for organizations of all sizes.
Myth # 13: Smart Factory is a Fad
Industry 4.0, if implemented in its entirety, has the potential to catapult manufacturing paradigms. Tools such as AI, advanced analytics, automation, machine-to-machine communication, and the industrial internet of things (IIoT) individually have the power to drive big improvements in the manufacturing value chain. Industry 4.0 unveils a new era in manufacturing with universal connectivity, deep information analysis, and high levels of automation at its core when combined, which can alter how companies will be organized and lead in times to come. Industry 4.0 revolution creates a highly efficient and autonomous technological ecosystem that significantly reduces production costs and management time.
Industry 4.0 is transforming manufacturing into a more information-driven function with a connected big data ecosystem, people, processes, services, and production systems. As companies move along the digitalization growth path, leaders in manufacturing will explore a host of emerging capabilities powered by next-generation technology tools such as IoT, analytics, cloud, blockchain, etc., to enhance efficiency, visibility, and collaboration on the factory floor. Together these technologies will help companies reimagine their enterprises as Touchless, Transparent, Connected, Real-time and Scalable.
Recommended



{kind=link}